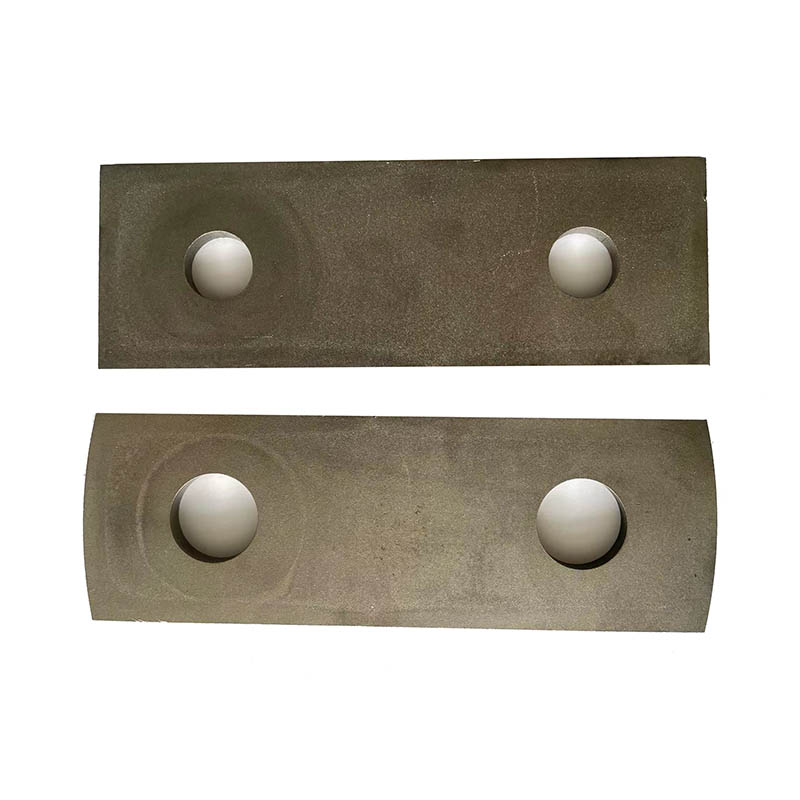
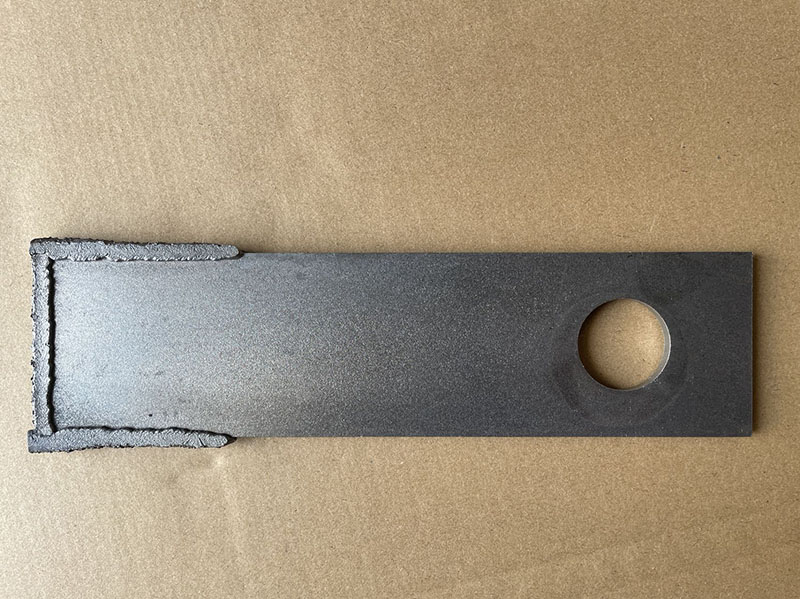
Volframkarbidhammarblad med enkelhål


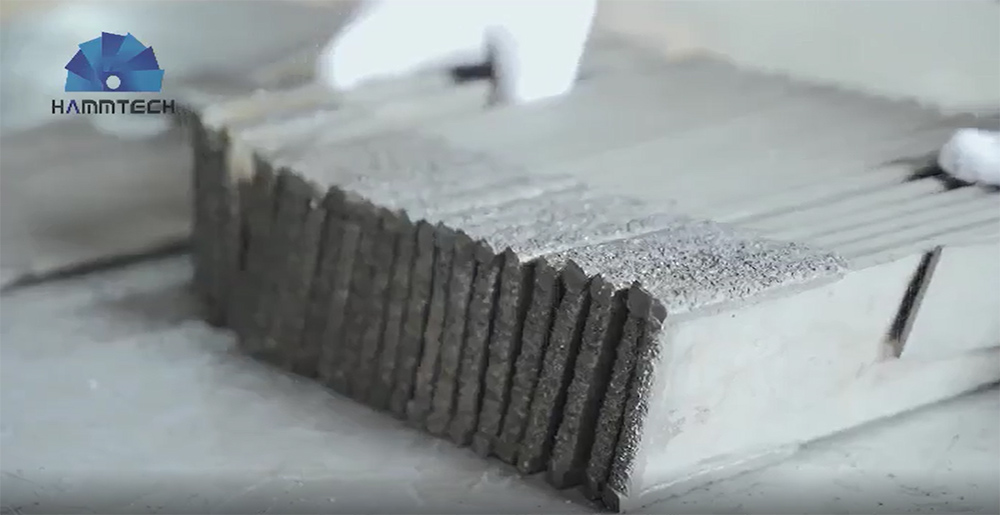
Ythärdning av ytan
Volframkarbidlegering är överlagrad på hammarbladets arbetskanter, med en skikttjocklek på 1 till 3 mm. Enligt testresultaten är livslängden för staplade svetsade hammarblad av volframkarbidlegering 7~8 gånger högre än för totalt 65Mn kylda hammarblad, men tillverkningskostnaden för de förstnämnda är mer än dubbelt så hög.
Bearbetningsnoggrannhet
Hammaren är en höghastighetsdel, och dess tillverkningsnoggrannhet har stor inverkan på balansen i pulveriseringsrotorn. Det krävs generellt att massskillnaden mellan två grupper av hammare på rotorn inte överstiger 5 g. Därför måste hammarens noggrannhet kontrolleras strikt under bearbetningsprocessen, särskilt för ytbearbetning av volframkarbidhammare, måste kvaliteten på ytbearbetningsprocessen garanteras strikt. Hammarblad bör monteras i set, och slumpmässigt utbyte mellan set är inte tillåtet.
Kvantitet och arrangemang
Antalet och placeringen av hammarblad på hammarkvarnens rotor påverkar rotorns balans, materialfördelningen i krosskammaren, jämnheten i hammarslitaget och krossens effektivitet.
Antalet hammarblad mäts med antalet hammarblad per rotorbreddenhet (hammardensitet). Om densiteten är för stor för att rotorn ska kunna starta vridmomentet, materialet slås flera gånger och kWh-effekten minskar. Om densiteten är för liten för att krossens effekt ska påverkas.
Hammarbladens placering hänvisar till det relativa positionsförhållandet mellan grupper av hammarblad på rotorn och mellan samma grupp av hammarblad. Hammarbladens placering är bäst lämpad för att uppnå följande krav: när rotorn roterar upprepas inte banan för varje hammarblad; materialet förskjuts inte åt ena sidan i krosskammaren under hammarbladen (förutom vid speciella krav); rotorn är kraftmässigt balanserad och vibrerar inte vid hög hastighet.

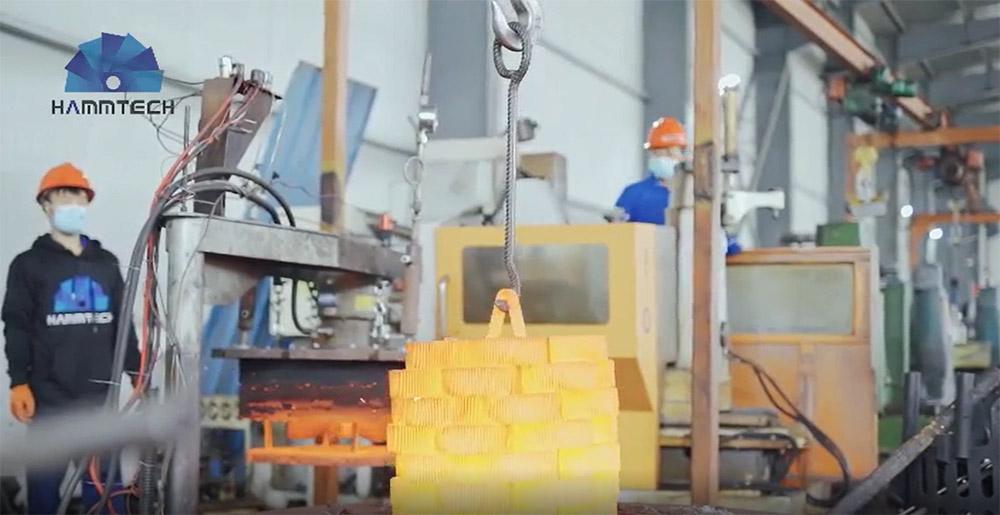
Arbetsprincip
En grupp hammarblad roterar genom kraftledning, och efter att ha nått en viss hastighet krossas materialet som matas in i maskinen (stort, trasigt, litet), och under fläktens inverkan kommer det krossade materialet att matas ut från maskinen genom hålen i sikten.
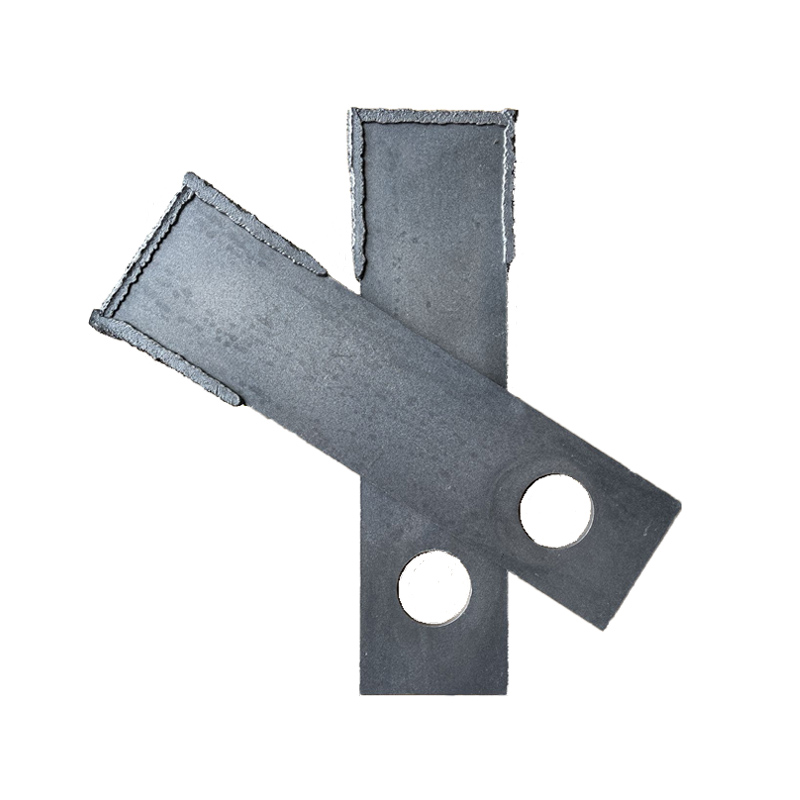
Produktutbyte
Hammarbladet är en arbetsdel i krossen som träffar materialet direkt, och är därför den snabbast slitna och oftast utbytta slitdelen. När hammarbladens fyra arbetsvinklar är slitna bör de bytas ut i tid.